: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

La importancia y los factores clave de la fuerza de sujeción en el moldeo por inyección
Introducción
Con las empresas globales promoviendo activamente las prácticas comerciales sostenibles ESG y el rápido crecimiento de la industria de vehículos eléctricos, la demanda de componentes plásticos, como piezas automotrices livianas, componentes de molduras interiores de materiales compuestos y luces ópticas inteligentes para automóviles, ha aumentado significativamente. Estos componentes se están diseñando con mayor precisión y complejidad, y la tendencia hacia la producción diversificada en lotes pequeños ha hecho que los requisitos de rendimiento de las máquinas de moldeo por inyección sean cada vez más estrictos. En particular, bajo las demandas duales de estabilidad de la calidad del producto y eficiencia de producción, la uniformidad y precisión de la fuerza de sujeción se han convertido en factores de influencia críticos.

Figura 1: Compromiso de FCS con los Objetivos de Desarrollo Sostenible ESG
La correlación entre el moldeo por inyección y la fuerza de sujeción
Durante el proceso de moldeo por inyección, el molde debe soportar una inyección a alta presión. Por lo tanto, una fuerza de sujeción adecuada es esencial para mantener el cierre del molde, evitar rebabas y garantizar la precisión dimensional del producto. Los factores más importantes son la estabilidad y la uniformidad de la fuerza de sujeción. La magnitud de la fuerza de sujeción afecta el soporte del molde y el comportamiento de ventilación. Una fuerza de sujeción razonable y estable no solo mantiene la estabilidad dimensional durante el llenado de la masa fundida, sino que también evita daños en el molde; al mismo tiempo, la uniformidad de la fuerza de sujeción en las cuatro barras de unión afecta directamente a la calidad del producto. Si la fuerza de sujeción se distribuye de forma desigual, puede provocar fácilmente una desalineación del molde, la formación de rebabas e incluso la rotura de las barras de unión y daños en el molde, lo que a su vez puede provocar interrupciones de la producción y mayores costes de mantenimiento.
Causas de la desviación de la fuerza de sujeción
Durante el proceso de producción de moldeo por inyección, la fuerza de sujeción puede desviarse debido a varios factores, entre los que se incluyen principalmente:
- Aumento de la temperatura de la pared del molde : durante la producción, la alta temperatura de la masa fundida se transfiere a la pared del molde a través de la conducción de calor, lo que afecta la estabilidad de la fuerza de sujeción.
- Variación en la viscosidad del aceite hidráulico : a medida que cambia la temperatura, la viscosidad del aceite hidráulico en el sistema cambiará, lo que influirá en la transmisión de fuerza del mecanismo de sujeción.
- Fatiga de las barras de unión : el funcionamiento prolongado puede provocar fatiga del material en las barras de unión, reduciendo su rigidez y causando una distribución desigual de la fuerza de sujeción.
- Cambios de temperatura ambiental : Los cambios en la temperatura ambiente dentro de la fábrica también pueden afectar la estabilidad de las operaciones de la máquina.
- Calor por fricción mecánica y conducción de calor del molde : el calor por fricción generado durante la operación mecánica y la conducción de calor inherente del molde afectan aún más el rendimiento de la fuerza de sujeción.
Métodos para mejorar la uniformidad de la fuerza de sujeción
Para garantizar la estabilidad de la calidad de los productos moldeados por inyección, es necesario mejorar la uniformidad y la estabilidad de la fuerza de sujeción. Esto se puede lograr mediante los siguientes métodos:
- Aumento de la rigidez de las paredes del molde : el fortalecimiento de la estructura de las paredes del molde puede reducir la deformación bajo carga y mejorar la uniformidad de la distribución de la fuerza de sujeción. Sin embargo, el simple aumento del espesor de las paredes del molde para mejorar la rigidez solo ralentizará la respuesta de la máquina; por lo tanto, la mejor estrategia es mejorar la rigidez mediante la selección de materiales y el diseño estructural.
- Mejora de la estructura de sujeción : cambiar del diseño tradicional de palanca interna a una estructura de palanca externa ayuda a mejorar la distribución del flujo de fuerza, lo que garantiza que la fuerza de sujeción se aplique de manera más uniforme al molde.
- Sistemas de control de retroalimentación y monitoreo en tiempo real : al usar sensores para monitorear en tiempo real los cambios de fuerza de sujeción en las cuatro barras de unión y ajustar automáticamente para la compensación, la fuerza de sujeción se puede mantener consistente con el valor establecido.
El impacto de los ajustes de la fuerza de sujeción
La fuerza de sujeción debe ajustarse con precisión en función de las características del producto y el diseño del molde. Si la fuerza de sujeción se establece demasiado baja, el molde puede abrirse a la fuerza bajo la inyección a alta presión, lo que genera problemas de rebaba (exceso de material); por el contrario, si se establece demasiado alta, una ventilación deficiente puede causar defectos como marcas de quemaduras al final del llenado e incluso puede causar la deformación de la plantilla.
 |  |
| (a) | (b) |
Figura 2: Defectos del producto causados por una fuerza de sujeción deficiente: (a) Rebabas (b) Marcas de quemaduras
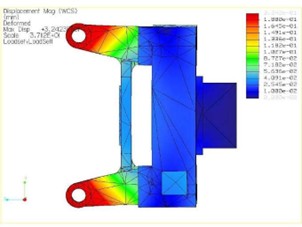
Figura 3: Análisis de la deformación de la plantilla
Además, el diseño de la estructura de sujeción de la máquina tiene diversos impactos en los ajustes de la fuerza de sujeción. Por ejemplo, en una máquina de moldeo por inyección con un diseño de palanca hacia adentro, dado que el punto de bloqueo de la palanca está ubicado en el lado exterior de la pared del molde, la dirección del flujo de fuerza tiende a causar una mayor presión en la periferia del molde que en el centro. Si la fuerza de sujeción se establece demasiado alta, es más probable que resulte en deformación del molde y distorsión de la pared de la cavidad. Por el contrario, el diseño de palanca hacia afuera con un mecanismo de sujeción centralizado permite una distribución más uniforme de la fuerza de sujeción, lo que reduce eficazmente los problemas de rebabas y es particularmente adecuado para moldes más antiguos.
Ventajas de las máquinas de moldeo por inyección con palanca hacia afuera de la serie FCS SA
FCS ha promovido los principios ESG desde el comienzo del desarrollo de sus productos, centrándose en el alto rendimiento, la alta eficiencia y la alta flexibilidad, lo que llevó al desarrollo de la serie SA. Esta serie abarca máquinas de moldeo por inyección con palanca hacia afuera que van desde 100 a 3200 toneladas. A través del análisis optimizado del flujo de fuerza, se mejora la uniformidad de la fuerza aplicada y se reduce la deformación de la pared del molde. Además, con el diseño optimizado de la placa del molde, la rigidez de la placa del molde aumenta en un 30% mientras que su peso se reduce en un 11,5%, mejorando así la capacidad de respuesta de la máquina.
La serie SA ofrece un módulo de control de retroalimentación automático opcional para la fuerza de sujeción de las barras de unión. Este módulo se calibra y ajusta automáticamente durante la producción sin necesidad de detener la máquina, lo que garantiza un rendimiento óptimo en todo momento. Además, el módulo está equipado con una función de advertencia de desviación de la fuerza de sujeción que puede proporcionar una alerta inmediata cuando las desviaciones superan el umbral de riesgo, lo que reduce eficazmente los riesgos de tiempo de inactividad.
La combinación de la máquina de moldeo por inyección de palanca hacia afuera de la serie SA y el módulo de control automático de retroalimentación para la fuerza de sujeción de las barras de unión es la mejor solución para garantizar la uniformidad de la fuerza de sujeción. Es especialmente adecuada para productos con una alta relación longitud-ancho, como componentes ópticos y parachoques de automóviles, así como para productos de preformas de botellas de múltiples cavidades.

Figura 4: Máquina de moldeo por inyección con palanca hacia afuera de la serie SA
Máquina de moldeo por inyección con palanca hacia afuera (serie SA)
 | Introducción Se trata de un modelo de ahorro de energía servohidráulico recién lanzado con unidad de sujeción de palanca hacia afuera. Las industrias aplicables incluyen artículos para el hogar, artículos de papelería, automoción, 3C y electrodomésticos, especialmente para impresoras multifunción, piezas de ordenadores portátiles o de ordenador. Su mayor carrera de sujeción también es adecuada para productos de tipo barril profundo. Con una fuerza de sujeción que varía de 100 toneladas a 3200 toneladas. |