: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

Informe especial sobre el 35 aniversario de la máquina de moldeo por inyección multicomponente de FCS Ⅲ
Anteriormente: Informe especial sobre el 35.º aniversario de la máquina de moldeo por inyección multicomponente de FCS Ⅱ
4. Desarrollo de inyección múltiple de una máquina de moldeo por inyección de dos componentes.
Como se mencionó anteriormente, el desarrollo de una máquina de moldeo por inyección de dos colores comienza con la IMM de dos componentes. A medida que aumenta la complejidad del producto, surge la demanda de productos tricolores o cuatricolores. En general, existen dos tipos de IMM tricolor: IMM tricolor de dos estaciones (comúnmente conocido como IMM tricolor falso) y IMM tricolor de tres estaciones (comúnmente conocido como IMM tricolor verdadero). De hecho, la diferencia entre los dos no radica en el número de estaciones sino en los diferentes métodos de control de la plataforma giratoria basados en el diseño de la estructura del producto (dos pares de moldes o tres pares de moldes). Dos estaciones implica que la plataforma giratoria está colocada en dos posiciones, lo que equivale al modo de control de la plataforma giratoria de 180° de la IMM de dos componentes.

En otras palabras, dos de los tres elementos de inyección de la máquina de inyección de tres colores y dos estaciones inyectan simultáneamente en el mismo par de moldes. Por lo tanto, si los límites de los dos componentes del producto no son adyacentes (se pueden inyectar simultáneamente en el mismo par de moldes), sólo se necesitan dos pares de moldes para producir el producto de tres componentes, que es adecuado para las dos estaciones. Máquina de inyección de tres colores. El caso de las tres estaciones es diferente. El plato giratorio se puede colocar en tres posiciones (120°). Los tres elementos de inyección de la IMM tricolor de tres estaciones inyectan respectivamente en tres pares de moldes. Por lo tanto, si los límites de los tres componentes del producto son adyacentes, se aplica el IMM tricolor de tres estaciones.
Asimismo, el IMM de cuatro colores también se puede dividir en IMM de cuatro colores de dos estaciones y multitarea. Desde un punto de vista técnico, el requisito de precisión de control del tocadiscos multitarea es mayor que el del tocadiscos de dos estaciones. Por tanto, el coste de producción es relativamente mayor. Por lo tanto, no es necesario perseguir ciegamente el IMM multitarea y de múltiples componentes, sino seleccionar la solución más efectiva de acuerdo con los requisitos de la estructura del producto.
Ya en 2005, FCS había lanzado el IMM tricolor FB-450M. FCS era uno de los pocos fabricantes que podía producir máquinas de inyección tricolor en ese momento. El lanzamiento de este modelo también abrió el camino de desarrollo de la IMM tricolor nacional. Con la creciente complejidad del diseño de productos multicolores, la demanda de IMM tricolor multitarea está aumentando. Por lo tanto, de 2010 a 2017, FCS desarrolló sucesivamente IMM tricolores de tamaño grande y mediano. En 2015, FCS lanzó la IMM tricolor de tres estaciones súper grande FB-1900R con una fuerza de sujeción del molde de 1900 toneladas y un diámetro de plato giratorio de 2250 mm, que era la IMM tricolor multitarea más grande del mercado y también un importante hito en el desarrollo de la IMM tricolor FCS.

Figura 16-2: FB-1900R, IMM tricolor de tres estaciones en 2015
En 2017, FCS desarrolló la IMM tricolor multitarea con plataforma giratoria eléctrica con una gama completa de fuerzas de sujeción del molde de 160 toneladas a 1900 toneladas, que se utilizan ampliamente en el mercado. Como se mencionó anteriormente, desde 2015, FCS ha introducido y aplicado una IMM tricolor multitarea de gran tamaño con una fuerza de sujeción del molde de más de 1000 toneladas, superando las dificultades del complejo proceso de múltiples componentes en la industria china de repuestos para automóviles y avanzando. la técnica de moldeo de múltiples componentes en la industria china de repuestos para automóviles hasta un nivel internacionalmente avanzado.

Figura 16-1: FB-1420R, IMM tricolor en 2013
En términos de IMM de cuatro colores, FCS también invirtió muchos recursos de investigación y desarrollo. De 2010 a 2016, FCS lanzó el desarrollo de IMM de dos estaciones y cuatro colores con una fuerza de cierre de molde de 1250 a 1600 toneladas y las lanzó al mercado. En 2018, basándose en la IMM tricolor multitarea, introdujo la IMM multitarea de cuatro colores FB-1600R y llevó la IMM multicomponente de gran tamaño a la cima técnica. Se ha convertido en el producto principal de la IMM multicomponente de gran tamaño de FCS.
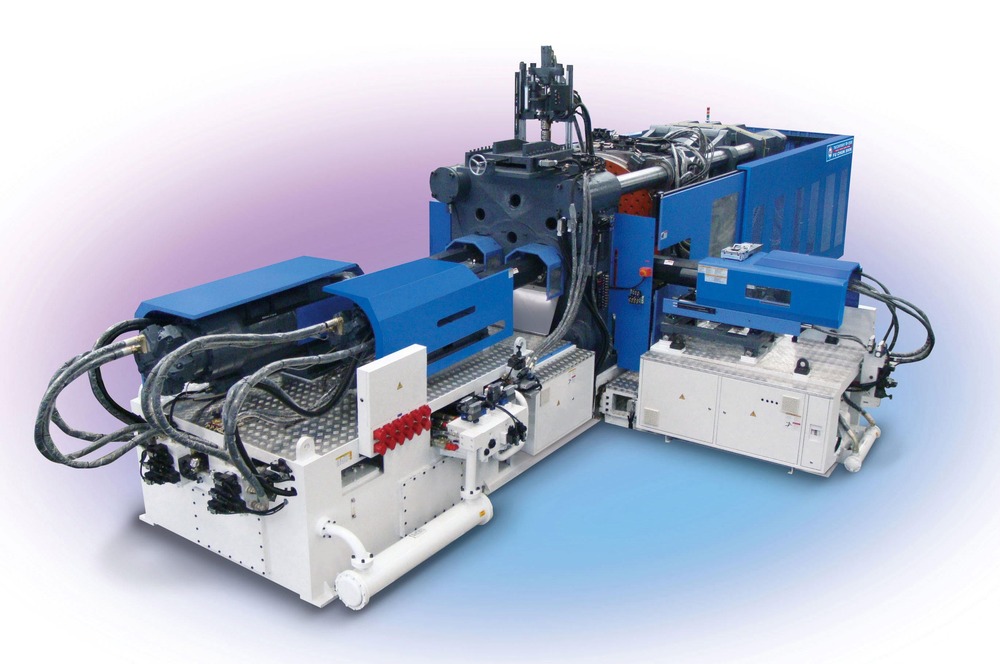
Figura 15: FB-1250R, primera IMM de gran tamaño y cuatro colores en 2010
Definición del patrón de inyección de una máquina de moldeo por inyección multicomponente:
Con el desarrollo de máquinas de inyección multicomponente desde máquinas de inyección de dos colores, máquinas de inyección de tres colores hasta máquinas de inyección de cuatro colores, y con los cambios de las plataformas giratorias verticales y horizontales, la configuración de los elementos de inyección se ha diversificado. Para facilitar la comunicación y evitar malentendidos, FCS resumió las diversas configuraciones desarrolladas a lo largo de los años en 2017 y propuso por primera vez la definición de patrón de inyección de múltiples componentes.
En el caso de la IMM de dos componentes, hay cinco patrones básicos que incluyen: tipo P (dos inyecciones, paralela), tipo L (dos inyecciones en ángulo recto, horizontal), tipo V (dos inyecciones en el lado del cielo). inyección, vertical), tipo W (dos inyecciones traseras, a cuestas), tipo H (dos inyecciones opuestas, opuestas). Con base en los cinco patrones básicos, se puede derivar la definición de patrones de inyección de IMM tricolor y cuatricolor, con un total de 19 configuraciones. Los patrones anteriores han sido verificados por el mercado. Según FCS, en el futuro habrá 25 patrones de inyección de máquinas de inyección multicomponente.
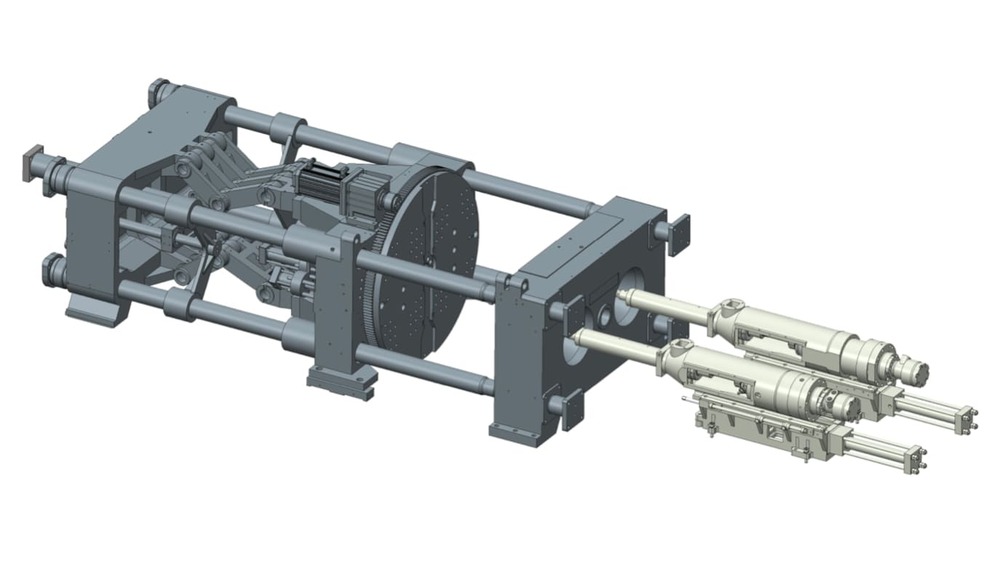
Figura 17-1: Tipo P (dos inyecciones, paralelas)
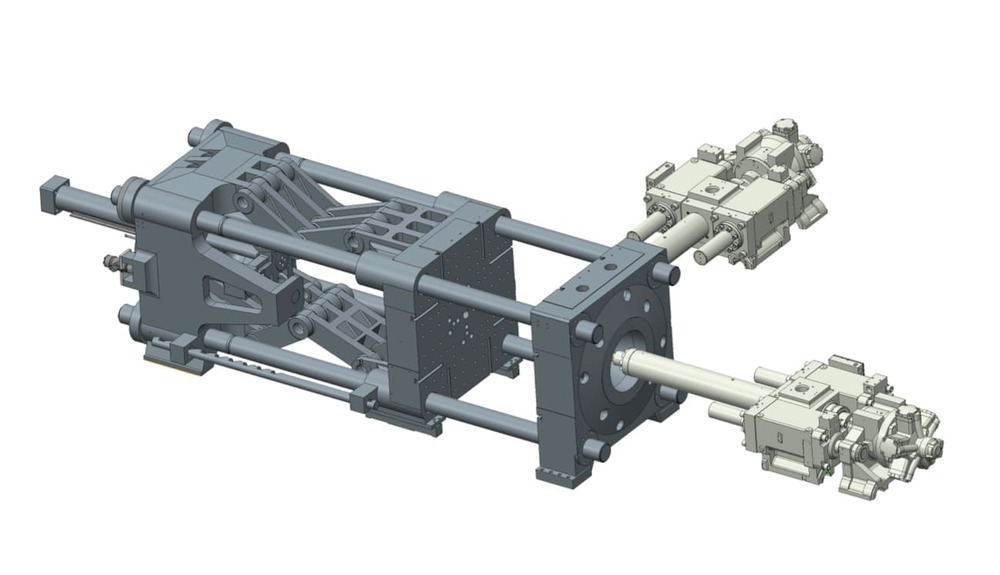
Figura 17-2: Tipo L (dos inyecciones en ángulo recto, horizontal)
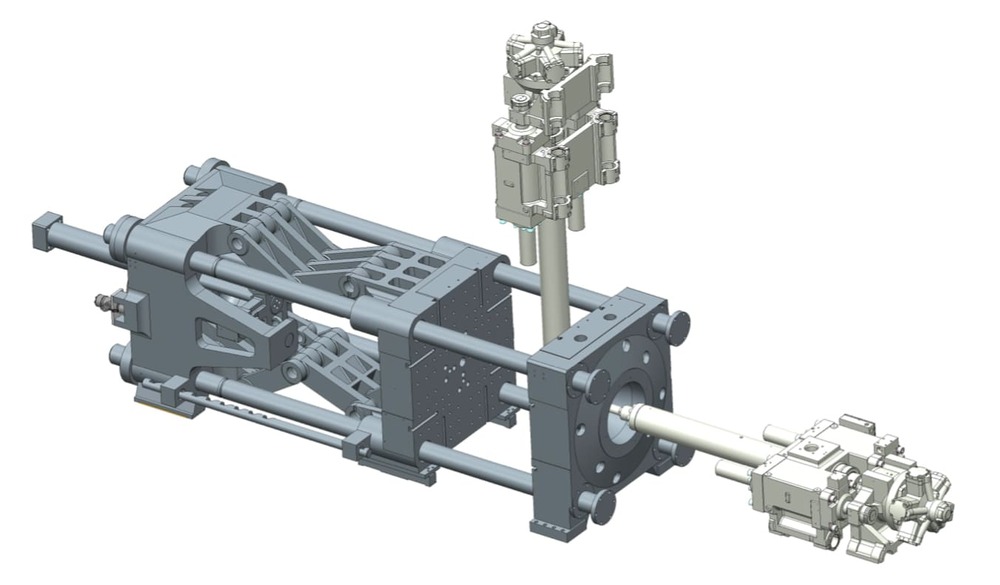
Figura 17-3: Tipo V (dos inyecciones en el lado del cielo, vertical)
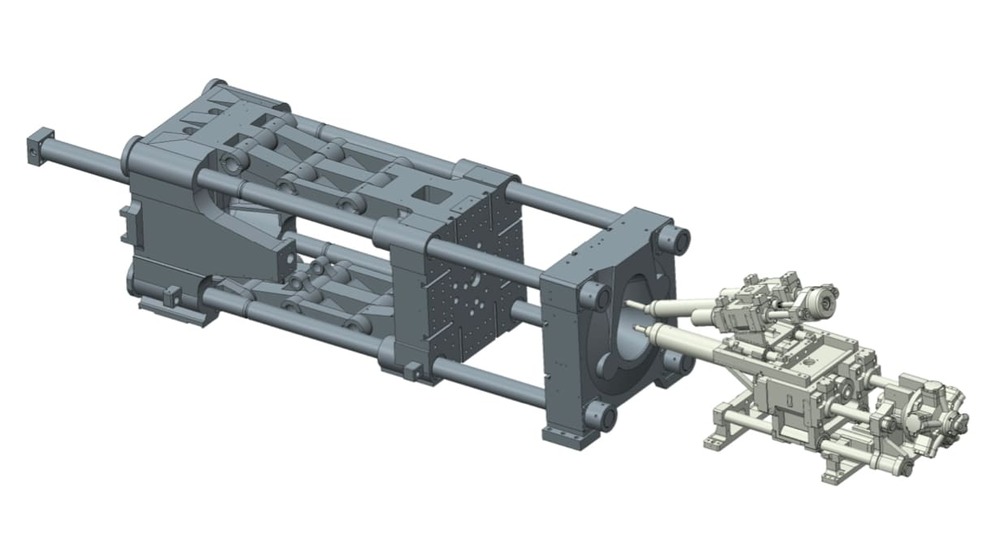
Figura 17-4: Tipo W (dos inyecciones traseras, a cuestas)
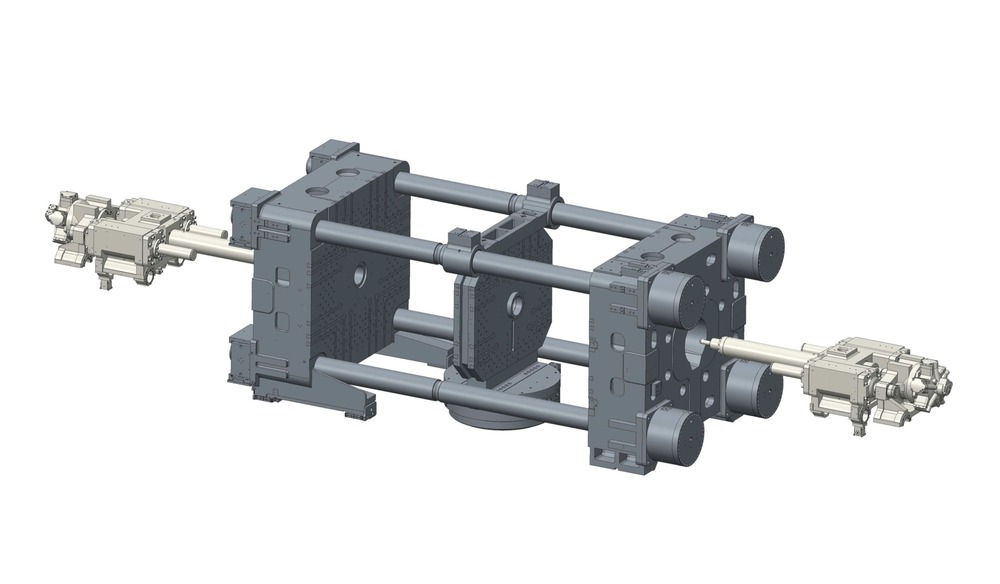
Figura 17-5: Tipo H (frente a dos inyecciones, opuesto)
Se puede ver que los cambios técnicos y la personalización del IMM multicomponente superan con creces los del IMM de un solo color. Cómo satisfacer rápidamente las necesidades diversificadas de productos es la clave para la IMM multicomponente. Aunque el diseño de la estructura del hardware externo se puede realizar fácilmente, el software interno debe acumularse mediante experiencia. FCS ha acumulado 35 años de experiencia en desarrollo técnico en IMM multicomponente, ha vendido más de 4500 juegos, ha desarrollado miles de casos de aplicación de productos industriales y procedimientos de control, y ha cooperado con socios multicomponente (moldeadores profesionales y fábricas de moldes de prueba) en toda China. . Esta enorme base de datos y red de cooperación sientan las bases para la fuerte competitividad de la IMM multicomponente de FCS. Por lo tanto, FCS vende no sólo IMM multicomponente, sino también soluciones técnicas de moldeo multicomponente.
5. Desarrollo multifuncional de una máquina de moldeo por inyección de componentes múltiples.
Como se mencionó anteriormente, el aumento de los elementos de inyección en la IMM multicomponente y los diferentes modos de configuración satisfacen los requisitos de moldeo de productos multicomponente diversificados. La realización de la función de movimiento de inyección es la verdadera clave para equipar la IMM multicomponente con diversas funciones y modos de producción elásticos. Desde 2014, FCS ha implementado la función de movimiento de inyección en la IMM multicomponente de tamaño grande y mediano con una fuerza de sujeción del molde de 700 toneladas o más, enriqueciendo los propósitos de la IMM multicomponente FCS.
Por ejemplo, equipada con la función de movimiento de inyección, la IMM multicomponente tipo LV podrá realizar monocolor, dos componentes tipo P, dos componentes tipo L, dos componentes tipo V, L- funciones multicomponente tipo V, multicomponente tipo V, multicomponente tipo LV y multicomponente tipo LV. Para empresas con productos diversificados, la máquina multifunción es una excelente opción. En la industria ligera del automóvil, la configuración de los elementos de inyección permite que una IMM multicomponente cumpla simultáneamente con los requisitos de producción de faros delanteros y traseros de automóviles.
En los cinco patrones básicos de IMM de dos componentes, el IMM de dos colores tipo H es una nueva estructura desarrollada en los últimos años. La IMM horizontal de dos colores con el elemento de sujeción del molde de dos placas y el molde apilado puede duplicar la capacidad de producción de productos de un solo color. En 2019, FCS lanzó la IMM de dos componentes tipo H de dos platinas súper grande HB-2350D , que estaba equipada con un sistema de ahorro de energía servo completo, accionamiento de tornillo eléctrico (ESD) y control de circuito cerrado de inyección. Se aplica a productos logísticos a gran escala y puede completar las tareas de producción de dos máquinas de un solo color, lo que ahorra energía, reduce el espacio y aumenta la capacidad de producción en más del 70%.

Figura 18: HB-2350D, IMM de dos componentes tipo H de dos platinas súper grande en 2019
En general, los productos multicomponentes se componen de diferentes plásticos. El moldeado multicapa del mismo plástico basado en IMM multicomponente es un progreso técnico moderno, que aplica la técnica de moldeo multicomponente a productos ópticos transparentes de paredes gruesas, como lentes y bloques guía de luz, resolviendo así los problemas de una sola pieza larga. Ciclo de inyección y contracción desigual.
La técnica de moldeo multicomponente se puede dividir en tres categorías en términos de patrones de combinación de productos: multicomponente, intervalo y sándwich. En 2001, FCS desarrolló una técnica de moldeo de “coinyección sándwich asistida por gas”, que combinaba un dispositivo de inyección asistido por gas con el elemento de procesamiento de coinyección tipo sándwich para formar un dispositivo de mezcla de coinyección asistido por gas.
El proceso consiste en inyectar nitrógeno a alta presión generado por un dispositivo de gas especial instantáneamente al plástico de moldeo por coinyección tipo sándwich para completar el proceso de coinyección tipo sándwich asistido por gas, que puede mantener el rendimiento del moldeo, reducir la deformación por alabeo y mejorar el rendimiento. , reducir los costos y aumentar las características del producto. Esta técnica, combinada con un sistema de inyección asistido por gas y un IMM tipo sándwich/intervalo, puede producir productos de dos efectos. Uno es la estructura transparente y hueca, que forma un efecto de apariencia especial y aumenta el valor agregado del producto; la otra es una estructura tipo sándwich y hueca, que reduce el peso, aumenta la resistencia y reduce los costos.
Además, en 2017, FCS lanzó la máquina de intervalos de tres componentes FB-250C. Los tres elementos de inyección inyectan desde una sola boquilla, lo que puede producir patrones únicos. Se aplica a las empuñaduras de equipos deportivos y otros productos, y es poco común en China.
Siguiente parte: Informe especial sobre el 35.º aniversario de la máquina de moldeo por inyección multicomponente de FCS Ⅳ