: injection molding machine manufacturer/supplier")
: injection molding machine manufacturer/supplier")

¿Cómo controlar la temperatura de fusión en el moldeo por inyección? Temperatura del cilindro, calor de cizallamiento y diseño de plastificación del husillo.
En el moldeo por inyección, la temperatura de fusión es un factor clave que afecta la calidad de la pieza, la estabilidad del moldeo y la eficiencia de la producción. Si bien la temperatura del cilindro se puede ajustar mediante calentadores, la temperatura real de fusión también se ve afectada por el calor de cizallamiento, los parámetros de plastificación, el diseño del husillo, la velocidad del husillo y la contrapresión.
En las máquinas de moldeo por inyección avanzadas, el control de la temperatura no se limita a la gestión del calentamiento del cilindro. Se trata de un proceso integrado de control del estado del material y eficiencia energética en la plastificación. La estabilidad de la temperatura de fusión depende no solo de los ajustes del proceso, sino también de la estructura de plastificación de la máquina y de la precisión del control de temperatura.
¿Por qué la temperatura del barril es diferente de la temperatura real de fusión?
La temperatura de fusión y la temperatura del barril están relacionadas, pero no son lo mismo. Representan diferentes puntos de medición y significados. Basarse únicamente en la temperatura del barril puede subestimar el estado real de la fusión, lo que provoca variaciones en la calidad y un menor rendimiento.
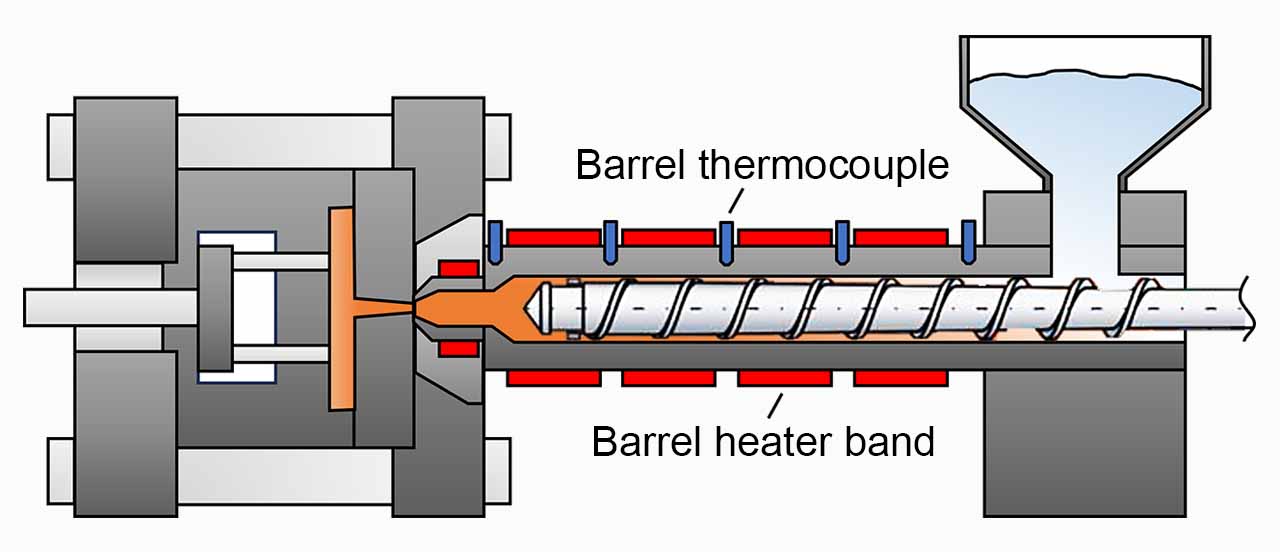
Figura 1. Estructura de calentamiento del núcleo de una máquina de moldeo por inyección.
El termopar instalado en el cilindro mide la temperatura de la pared del cilindro, no la temperatura real en el centro del metal fundido. El calor debe transferirse desde las bandas calefactoras a través del cilindro hasta el metal fundido, por lo que la temperatura ambiente y las pérdidas de calor de la máquina pueden generar una diferencia entre el valor medido y el valor programado.
Si la temperatura de fusión es demasiado alta, puede producirse degradación térmica, lo que provoca decoloración, burbujas, vetas plateadas, marcas de quemaduras y liberación de gases nocivos. Esto reduce la resistencia y la calidad estética de la pieza. Si la temperatura de fusión es demasiado baja, la mala fluidez puede provocar fallos en la inyección, llenado incompleto, líneas de soldadura, marcas de lingotes fríos y dimensiones inestables.
Por lo tanto, los ajustes de temperatura del barril por sí solos no pueden reflejar completamente el estado real de la fusión. Se requiere el muestreo de la masa fundida, la medición de la temperatura, la calibración y la optimización general del proceso.
¿Cómo afecta el calor de cizallamiento a la temperatura de fusión en el moldeo por inyección?
La temperatura de fusión se ve afectada no solo por el calentamiento externo del cilindro, sino también por el calor de cizallamiento generado durante la rotación del husillo. Una alta velocidad del husillo o una alta contrapresión generan una fuerte fricción y compresión, lo que aumenta rápidamente el calor local. En algunos casos, el calor de cizallamiento puede superar la potencia del calentador. Esto es especialmente significativo con cilindros de gran diámetro o materiales de alta viscosidad como el PVC y el PEEK , donde la diferencia de temperatura entre el centro y el borde del material fundido puede alcanzar varias decenas de grados.
Las distintas industrias requieren diferentes estrategias de control de cizallamiento:
- Envasado de alta velocidad: Se centra en la eficiencia de plastificación y la salida de cizallamiento estable para evitar la inestabilidad del llenado, la variación de peso y los defectos de apariencia durante la producción en masa de ciclo corto.
- Óptica de precisión: Requiere una baja cizalladura y una temperatura de fusión uniforme para evitar el sobrecalentamiento localizado, las tensiones residuales y los defectos ópticos.
- Materiales reciclados / moldeo microcelular: Requiere control del historial térmico y de la energía de corte para prevenir la degradación secundaria y mantener la uniformidad celular y la proporción de espumado.
- Los materiales sensibles al calor, como el PVC, el POM y el PLA, requieren un control preciso del tiempo de residencia y un diseño de baja cizalladura para evitar la descomposición, la carbonización y la liberación de gases tóxicos.
Por lo tanto, para lograr un mejor flujo y llenado del material fundido se requiere más que solo la entrada de calor. Un diseño adecuado del husillo, el ajuste de su velocidad y el control de la contrapresión pueden mejorar la fluidez del material fundido y el rendimiento del llenado.
Lectura adicional: Soluciones de moldeo por inyección de infraestructura de PVC F CS para accesorios de tuberías de construcción
¿Cómo afecta el diseño del tornillo a la distribución de la temperatura de fusión y a la estabilidad de la plastificación?
El tornillo de inyección no solo transporta y funde el plástico, sino que también es el componente de control clave en el proceso de conversión de energía de plastificación.
Un tornillo de inyección estándar consta de tres secciones:
- Sección de alimentación: Transporta los gránulos de plástico sólido y los precalienta cerca del punto de fusión.
- Sección de compresión: Funde y mezcla el plástico. El calor de cizallamiento generado aquí es la principal causa del aumento de la temperatura de fusión.
- Sección de dosificación: Homogeneiza el material fundido y estabiliza la producción. Se requiere un control preciso de la temperatura para evitar la degradación o una mala fluidez.
Una relación L/D y una relación de compresión adecuadas del husillo influyen directamente en la generación de calor por cizallamiento y la distribución de la temperatura de fusión. En las modernas máquinas de moldeo por inyección, la calidad estable de la fusión depende no solo del diseño del husillo, sino también del control de la velocidad del husillo, la estabilidad de la carga de plastificación, la rigidez de la máquina y la precisión del sistema de accionamiento.
⚡ Ejemplos de diseño de máquinas FCS:
- Máquina de moldeo por inyección de palanca externa serie SA : Adecuada para el envasado de alta velocidad y multicavidad, piezas de automoción, palés logísticos y producción en masa de piezas de gran tamaño. Su sistema de sujeción de palanca externa de alta rigidez y su salida hidráulica ayudan a mantener una carga de plastificación estable durante la producción a largo plazo.
- Máquina de moldeo por inyección totalmente eléctrica serie CT-e : Adecuada para aplicaciones de moldeo en electrónica, óptica, medicina y microcelular. El control servo de alta precisión reduce la fluctuación de la energía de plastificación y mejora la estabilidad de la calidad del material fundido.
¿Cómo afectan la velocidad del husillo y la contrapresión a la temperatura de fusión?
La rotación del husillo genera un calor de fricción considerable, que es una de las fuentes de calor para la fusión del plástico. En la producción, los operarios pueden aumentar la velocidad del husillo para acortar el tiempo de recuperación, pero esto puede elevar la temperatura del centro de fusión por encima del punto de ajuste del calentador, provocando sobrecalentamiento localizado, variaciones en la calidad y degradación del material.
Los resultados de las pruebas muestran que, al aumentar la velocidad del husillo de 10 rpm a 100 rpm, la temperatura media de fusión aumenta unos 3 °C, mientras que el aumento de temperatura local puede superar los 15 °C. Esto demuestra que el calor generado por el cizallamiento influye significativamente en la temperatura de fusión durante la plastificación a alta velocidad.

Figura 2. Efecto de la velocidad del husillo sobre la temperatura de fusión (Material: PP / Capacidad de la máquina: 100 toneladas)
La contrapresión puede mejorar la densidad del material fundido, la uniformidad de la temperatura y la eficiencia de la transferencia de calor, lo que hace que la distribución de la temperatura sea más estable.
Los resultados de las pruebas muestran que, al aumentar la contrapresión de 10 bar a 30 bar, la temperatura media de fusión aumenta lentamente entre 1 y 2 °C. La uniformidad de la mezcla de colores y la estabilidad de la viscosidad también mejoran, lo que lo hace especialmente adecuado para productos con una mayor proporción de polvo de color.
Figura 3. Efecto de la contrapresión sobre la temperatura de fusión.
Por lo tanto, la velocidad del husillo debe ajustarse según la velocidad de cizallamiento del material, su viscosidad y el diámetro del husillo. Un rango de velocidad adecuado ayuda a evitar variaciones en la calidad causadas por el aumento de la temperatura de fusión en ciertas zonas.
▶ Sensibilidad térmica y estrategias de control de temperatura de diferentes plásticos.
La sensibilidad térmica se refiere a la tendencia de los materiales termoplásticos a degradarse o alterarse durante el calentamiento en el moldeo por inyección. La sensibilidad al calor varía considerablemente entre los diferentes materiales. Materiales como el PVC, el PC y el PET requieren un control preciso de la temperatura y el tiempo de exposición.
Tabla 1. Sensibilidad térmica de termoplásticos comunes en moldeo por inyección.
Material | Sensibilidad térmica | Principales riesgos de degradación y notas |
CLORURO DE POLIVINILO | Muy alto | Puede liberar gas HCl a alta temperatura; se requiere un control estricto de la temperatura. |
ordenador personal | Alto | La humedad puede provocar degradación a altas temperaturas; es necesario un secado completo. |
MASCOTA | Alto | Es muy sensible a la humedad; requiere un secado completo. |
POM | Alto | Puede liberar gas formaldehído a altas temperaturas; se requiere un control estricto de la temperatura. |
PLA | Alto | Bajo punto de fusión; se degrada fácilmente con calor excesivo. |
PD | Medio | Puede degradarse a altas temperaturas, pero es relativamente estable. |
ABS | Medio | Puede degradarse a altas temperaturas; se requiere un control adecuado de la temperatura. |
PÁGINAS | Bajo | Puede degradarse aún bajo temperaturas excesivas o tiempos de calentamiento prolongados. |
PE | Bajo | Puede degradarse y generar manchas negras a altas temperaturas. |
OJEADA | Bajo | Requiere altas temperaturas de procesamiento y equipos especializados. |
¿Cómo evoluciona el moldeo por inyección inteligente, pasando del control basado en la experiencia al control basado en datos?
Para lograr una calidad de fusión verdaderamente estable, los fabricantes deben hacer más que simplemente ajustar los valores del calentador del cilindro. Deben comprender el comportamiento del material bajo cizallamiento, el control del proceso y la integración del diseño de la máquina. El moldeo por inyección inteligente moderno está adoptando el monitoreo de la temperatura de la boquilla, el monitoreo de la temperatura dentro del molde y el análisis del flujo y la temperatura del agua. La competitividad futura de las máquinas se centrará en:
- Control de energía plastificante
- Estabilidad de la calidad de fusión
- Integración inteligente de datos
Además de la optimización de procesos, el sistema de fabricación inteligente FCS iMF 4.0 integra la monitorización de la energía de plastificación, el análisis de la estabilidad del proceso y la gestión energética para respaldar los objetivos ESG, de ahorro energético y de fabricación sostenible.
▶ Preguntas frecuentes
Preguntas frecuentes sobre el control de la temperatura de fusión en el moldeo por inyección
¿La temperatura del barril es igual a la temperatura real de fusión?
La temperatura real de fusión suele ser superior a la temperatura del cilindro. Esta última se mide mediante sensores instalados en el exterior y refleja principalmente la temperatura de la pared del cilindro. La temperatura real del centro de fusión se ve afectada por el calor de cizallamiento, la velocidad del husillo, la contrapresión, la viscosidad del material y las condiciones de plastificación, por lo que ambos valores pueden diferir.
¿Por qué afecta una temperatura de fusión excesiva a la calidad del moldeo por inyección?
Una temperatura de fusión excesiva puede provocar degradación térmica, lo que se traduce en decoloración, burbujas, vetas plateadas, marcas de quemaduras, manchas negras o menor resistencia. En el caso de materiales termosensibles como el PVC, el POM y el PLA, las altas temperaturas también pueden causar descomposición y liberación de gases nocivos, por lo que se requiere un control preciso de la temperatura y el tiempo de permanencia.
¿Qué defectos de moldeo se producen cuando la temperatura de fusión es demasiado baja?
Una baja temperatura de fusión reduce la fluidez del plástico y puede provocar fallos en la inyección, llenado incompleto, líneas de soldadura, marcas de inyección fría e inestabilidad dimensional. También puede afectar al aspecto y la calidad estructural de la pieza.
¿Qué es el calor de cizallamiento y por qué afecta a la temperatura de fusión?
El calor de cizallamiento es el calor generado por la fricción y la compresión durante la rotación del husillo, la compresión y la mezcla. Cuando la velocidad del husillo es demasiado alta o la contrapresión es excesiva, el calor de cizallamiento aumenta. Si la temperatura de retroalimentación del termopar del cilindro supera el valor establecido, indica que el calor de cizallamiento excede la potencia del calentador, lo que puede afectar la estabilidad del moldeo.
¿Una mayor velocidad del husillo siempre mejora la eficiencia de la plastificación?
No siempre. Aumentar la velocidad del husillo puede acortar el tiempo de recuperación, pero también incrementa el calor generado por el cizallamiento y puede provocar sobrecalentamiento localizado, degradación del material o variaciones en la calidad. Los ajustes deben realizarse en función de las propiedades del material, el diámetro del husillo, los requisitos del producto y el ciclo de moldeo.
¿Cuál es la función de la contrapresión en el moldeo por inyección?
La contrapresión mejora la densidad de la masa fundida y ayuda a eliminar los gases. También mejora la mezcla, la uniformidad de la temperatura y la dispersión del polvo de color, lo que favorece la estabilidad de la plastificación. Sin embargo, una contrapresión excesiva puede aumentar el calor de cizallamiento y la carga térmica, por lo que se requiere un equilibrio entre el efecto de mezcla y el control del aumento de temperatura.
¿Qué materiales plásticos requieren un control especial de la temperatura de fusión?
El PVC, el POM, el PLA, el PC, el PET, el PA, el PEEK y el PMMA son sensibles a la temperatura, la humedad y la hidrólisis. Durante el moldeo, es fundamental controlar cuidadosamente las condiciones de secado, la temperatura del cilindro, la velocidad del husillo, la contrapresión y el tiempo de residencia para evitar la degradación, la decoloración o la generación de gases.
¿Cómo se puede mejorar la estabilidad de la temperatura de fusión en el moldeo por inyección?
La estabilidad de la temperatura de fusión se puede mejorar mediante el secado del material, los ajustes de temperatura del cilindro, el diseño del husillo, la velocidad del husillo, la contrapresión, el tiempo de recuperación y la monitorización del proceso. Con sistemas de inyección inteligentes y análisis de datos del proceso, los fabricantes pueden controlar mejor la energía de plastificación, la variación de temperatura y la estabilidad del moldeo.
¿Qué soluciones ofrece FCS para los diferentes sectores industriales?
FCS ofrece diferentes diseños de máquinas para diferentes necesidades de la industria. La serie SA es adecuada para el embalaje de alta velocidad, piezas de automoción, palés logísticos y la producción en masa de piezas grandes. La máquina de moldeo por inyección totalmente eléctrica CT-e es adecuada para aplicaciones de electrónica, óptica, medicina y moldeo de precisión. Con el sistema de fabricación inteligente iMF 4.0 , monitorización de procesos y energía.